

无需繁琐的文字描述,观看我们的视频,让【PE燃气管mpp直埋电力管优选厂商】产品一览无余!
以下是:【PE燃气管mpp直埋电力管优选厂商】的图文介绍

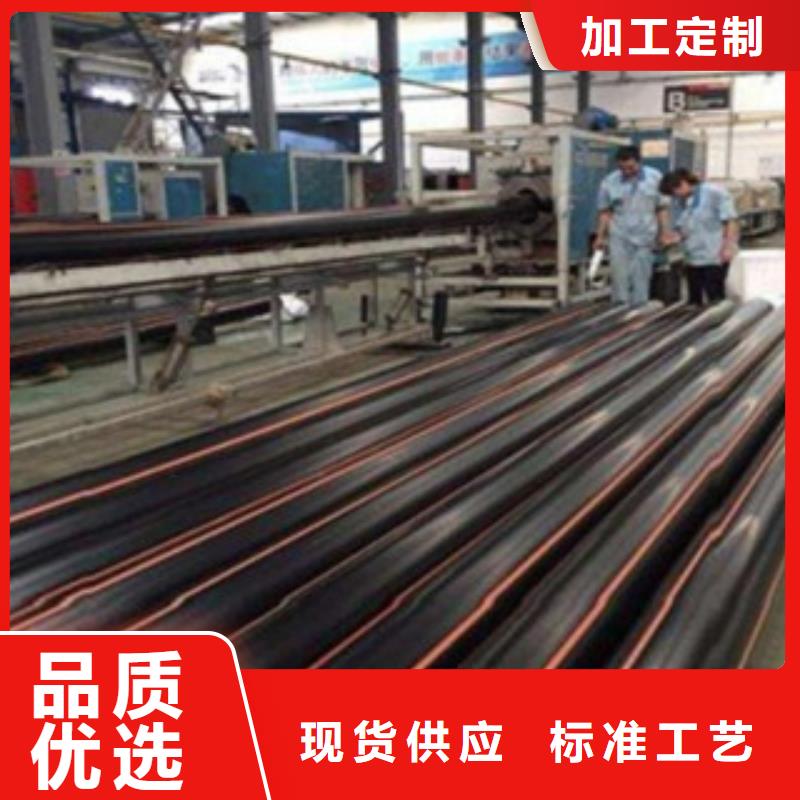
按管材尺寸使用夹具,端面用铣削刀刨光,使对接端面光滑平整、清洁、垂直。调整PE燃气管材、管件的高度,使需焊接的管材、管件端面完全吻合,并接通加热板。待PE燃气管焊接机加热板自动升温至额定温度,将需要焊接的管材、管件合并使端面加热,达到加热时间后,将管材、管件从加热板上分开、再将两加热端面合并对接,使合并处形成均匀的凸缘,待冷却。热熔对接的技术要求符合。国际上把PE燃气管(polythylenepipe)的材料分为PEPEPEPEPE100五个等级,而用于燃气管和给水管的材料主要是PE80和PE100。我国对聚乙烯管材专用料没有分级,这使得国内聚乙烯燃气管和给水管生产厂家选择原材料比较困难。也给聚乙烯管材的使用带来了不小的隐患。
因此 标准局在PE燃气管GB/T新标准中作了大量的修订,规定了给水管的不同级别PE80和PE100对应不同的压力强度,并且去掉旧标准中的拉伸强度性能,而增加了断裂伸长率(大于350%),即强调基本韧性。PE燃气管执行标准:GB15558.1-2015。燃气用PE燃气管材是传统的钢铁管材、聚氯乙烯燃气的换代产品。PE燃气管必须承受一定的压力,通常要选用分子量大、机械性能较好的PE树脂,如HDPE树脂。LDPE树脂的拉伸强度低,耐压差,刚性差,成型加工时尺寸稳定性差,并且连接困难,不适宜作为给水压力管的材料。但由于其卫生指标较高,LDPE特别是LLDPE树脂已成为燃气管的常用材料。LDPE、LLDPE树脂的熔融粘度小。
流动性好,易加工,因而对其熔体指数的选择范围也较宽,通常MI在0.3-3g/10min之间。关于PE燃气管可分为SDR17.6和SDR11中的SDR代表什么呀的问题,希望能对大家有所帮助。SDR英文全称是StandardDimensionRatio,是外径壁厚比值,主要用来它规定管道生产的时候,同一外径下常用的壁厚,PE燃气管一般就是SDR11,SDR17,就是标准的壁厚规格,如果这个之外的当然就是非标的。SDR就是PE燃气管的标准尺寸比,它的值就是外径和壁厚的比值,数值越大管材的壁厚越小,如SDR11就是外径除以壁厚等于11。PE燃气管的施工特点。PE燃气管安装维护简便。容易操作。一是电熔连接。
主要适用于110及一下口径,二是热熔连接,一般适用于管径不小于110口径的,也用不着电熔套筒。防腐处理,PE燃气管是高分子化合物,无需做.防腐处理。PE燃气管工程适用性强。PE燃气管投资成本低,性价比肯定高于钢管。PE燃气管机械强度低,比较容易受到人为的损坏。PE燃气管对热稳定性比较敏感。PE燃气管不具备导电性。PE燃气管的配套管件价格比较高。PE燃气管沟槽开挖,需要注意的就是要严格按照图纸要求来做。PE燃气管管道预制,值得注意的地方也是关键的地方就是在焊接过程中要严格控制焊接温度。PE燃气管道敷设,敷设前沟内杂物,再就是要铺一层细沙蜿蜒状敷设。PE燃气管道试压,要遵循随安装随试压的原则。
因此 标准局在PE燃气管GB/T新标准中作了大量的修订,规定了给水管的不同级别PE80和PE100对应不同的压力强度,并且去掉旧标准中的拉伸强度性能,而增加了断裂伸长率(大于350%),即强调基本韧性。PE燃气管执行标准:GB15558.1-2015。燃气用PE燃气管材是传统的钢铁管材、聚氯乙烯燃气的换代产品。PE燃气管必须承受一定的压力,通常要选用分子量大、机械性能较好的PE树脂,如HDPE树脂。LDPE树脂的拉伸强度低,耐压差,刚性差,成型加工时尺寸稳定性差,并且连接困难,不适宜作为给水压力管的材料。但由于其卫生指标较高,LDPE特别是LLDPE树脂已成为燃气管的常用材料。LDPE、LLDPE树脂的熔融粘度小。
流动性好,易加工,因而对其熔体指数的选择范围也较宽,通常MI在0.3-3g/10min之间。关于PE燃气管可分为SDR17.6和SDR11中的SDR代表什么呀的问题,希望能对大家有所帮助。SDR英文全称是StandardDimensionRatio,是外径壁厚比值,主要用来它规定管道生产的时候,同一外径下常用的壁厚,PE燃气管一般就是SDR11,SDR17,就是标准的壁厚规格,如果这个之外的当然就是非标的。SDR就是PE燃气管的标准尺寸比,它的值就是外径和壁厚的比值,数值越大管材的壁厚越小,如SDR11就是外径除以壁厚等于11。PE燃气管的施工特点。PE燃气管安装维护简便。容易操作。一是电熔连接。
主要适用于110及一下口径,二是热熔连接,一般适用于管径不小于110口径的,也用不着电熔套筒。防腐处理,PE燃气管是高分子化合物,无需做.防腐处理。PE燃气管工程适用性强。PE燃气管投资成本低,性价比肯定高于钢管。PE燃气管机械强度低,比较容易受到人为的损坏。PE燃气管对热稳定性比较敏感。PE燃气管不具备导电性。PE燃气管的配套管件价格比较高。PE燃气管沟槽开挖,需要注意的就是要严格按照图纸要求来做。PE燃气管管道预制,值得注意的地方也是关键的地方就是在焊接过程中要严格控制焊接温度。PE燃气管道敷设,敷设前沟内杂物,再就是要铺一层细沙蜿蜒状敷设。PE燃气管道试压,要遵循随安装随试压的原则。


PE燃气管生产厂家制造的产品种类是比较多的,为了可以发挥产品特点,我们需要对其它的性能进行了解,现在我们就来了解这方面的知识介绍吧?PE燃气管独特的柔韧性还使其能够有效的抵抗地下运动和端载荷。从表面上看,强强度和刚性方面,塑料埋地管不及水泥管及金属管道,但从实际应用看,塑料埋地管是属于“柔性管”,在正确设计和铺设施工下塑料埋地管是和周围土壤共同承受负载的。PE燃气管的压力松弛特性可有效地通过形变而消耗应力。为了确保产品的质量,是可以将其放置在有阳光的地方,可以有效的保证产品的质量,给我们带来极大的好处。
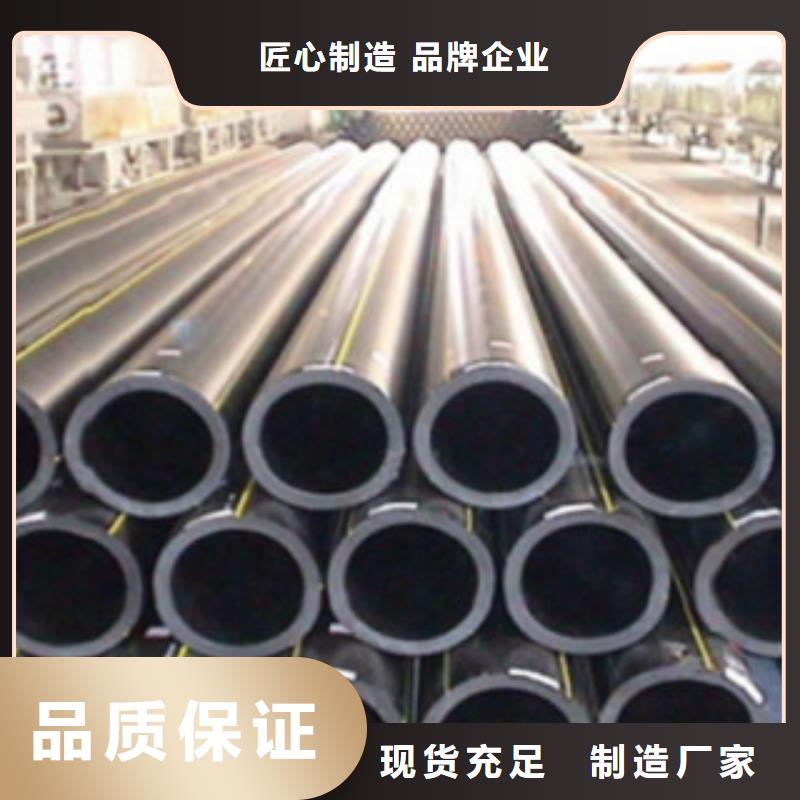
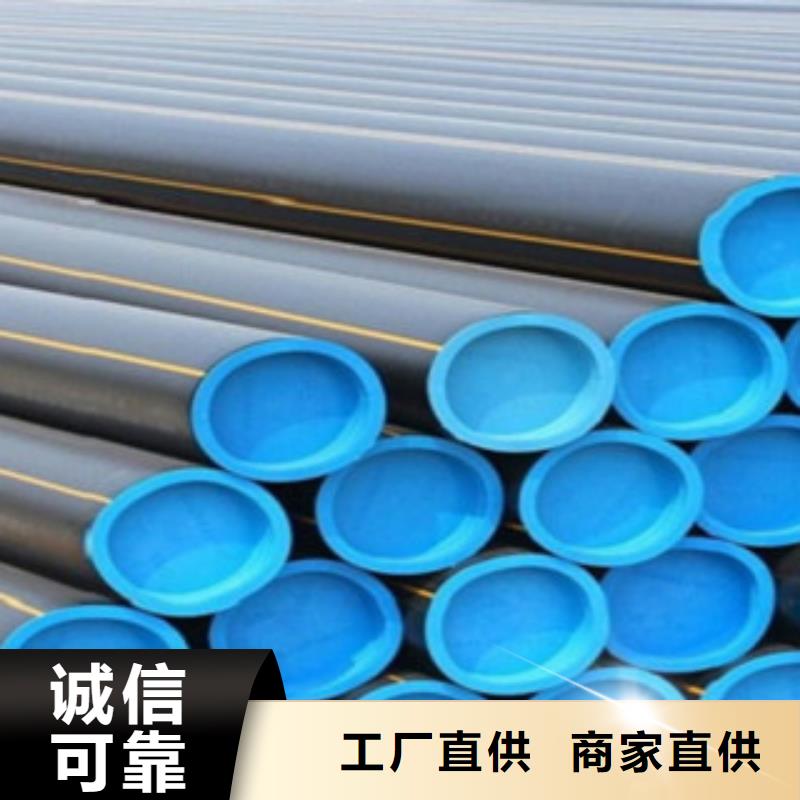
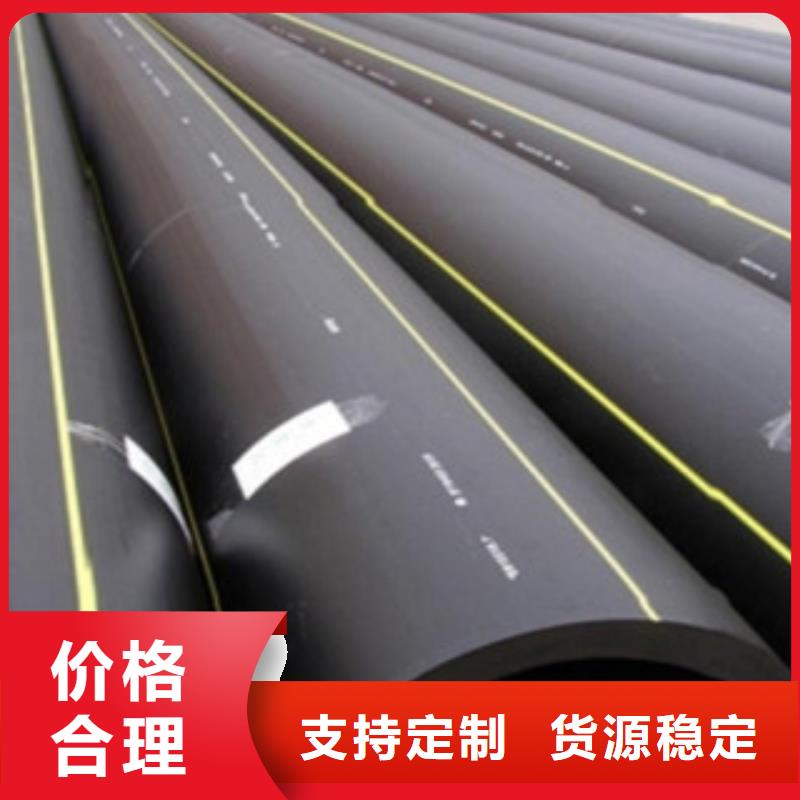
PE燃气管自2017年始执行PE燃气管新标GB15558.1-2015,和老标准(GB15558.1-2003)相比,新标准将标准尺寸比SDR17.6修改为SDR17,增加了两个标准尺寸比:SDR21、SDR26,每种公称直径(dn20—dn630)的壁厚稍有增加,管身颜色变为黑色橘红色条(老标准为黑色黄条)。PE燃气管标准号:新标准GB15558.1-2015;老标准GB15558.1-2003。
PE燃气管道连接应采用电熔连接(电熔承插连接、电熔鞍形连接)或热熔连接(热熔承插连接、热熔对接连接、热熔鞍形连接),不得采用螺纹连接和粘接。PE燃气管道连接前应对管材、管件及设备按设计要求进行核对,并应在施工现场进行外观检查,符合要求方准使用。PE燃气管道不同连接形式应采用对应的专用连接工具。连接时,不得使用明火加热。PE管道与金属管道连接,必须采用钢塑过渡接头连接。1.热熔承插悍:用焊接设置装备部署将管材外外貌及管件内外貌同时加热至熔融状态后用外力将二者粘合在-起。2.热熔对接焊:将管材与管件端面加热至熔融状态,用机器外力交二者粘合在一起。3.电熔承插焊:管材与管件的毗连是通过管件内外貌预埋的电热丝经通电加热后。
PE燃气管施工的特点(1)工效高以PE200的施工为例,一般卡车可装200mΦ200PE管,卸放在管沟100m处。我们一个台班使用2台对焊机,将管子两两相连,待一定数量后,将管子在管沟旁边散开。再用一台焊机,将PE管接上后放入沟槽内。两台焊机一套人马可充分利用 个焊口的冷却时间,进行第二个焊口的操作,这种施工方法工效高,例如1998年在我市大渡口新城工地,该工程包括3958mΦ200PE管,Φ250PE管和2台Φ200PE阀门,全部采用对接焊,整个工程仅用了40天。如果该工程采用同口径的钢管,以一个台班、一个焊工每天焊接6个焊口计算,需3个月才能完成。如施工台班采取 搭配,效果更为理想。现仍以Φ200PE管为例。
PE燃气管自2017年始执行PE燃气管新标GB15558.1-2015,和老标准(GB15558.1-2003)相比,新标准将标准尺寸比SDR17.6修改为SDR17,增加了两个标准尺寸比:SDR21、SDR26,每种公称直径(dn20—dn630)的壁厚稍有增加,管身颜色变为黑色橘红色条(老标准为黑色黄条)。PE燃气管标准号:新标准GB15558.1-2015;老标准GB15558.1-2003。
PE燃气管道连接应采用电熔连接(电熔承插连接、电熔鞍形连接)或热熔连接(热熔承插连接、热熔对接连接、热熔鞍形连接),不得采用螺纹连接和粘接。PE燃气管道连接前应对管材、管件及设备按设计要求进行核对,并应在施工现场进行外观检查,符合要求方准使用。PE燃气管道不同连接形式应采用对应的专用连接工具。连接时,不得使用明火加热。PE管道与金属管道连接,必须采用钢塑过渡接头连接。1.热熔承插悍:用焊接设置装备部署将管材外外貌及管件内外貌同时加热至熔融状态后用外力将二者粘合在-起。2.热熔对接焊:将管材与管件端面加热至熔融状态,用机器外力交二者粘合在一起。3.电熔承插焊:管材与管件的毗连是通过管件内外貌预埋的电热丝经通电加热后。
PE燃气管施工的特点(1)工效高以PE200的施工为例,一般卡车可装200mΦ200PE管,卸放在管沟100m处。我们一个台班使用2台对焊机,将管子两两相连,待一定数量后,将管子在管沟旁边散开。再用一台焊机,将PE管接上后放入沟槽内。两台焊机一套人马可充分利用 个焊口的冷却时间,进行第二个焊口的操作,这种施工方法工效高,例如1998年在我市大渡口新城工地,该工程包括3958mΦ200PE管,Φ250PE管和2台Φ200PE阀门,全部采用对接焊,整个工程仅用了40天。如果该工程采用同口径的钢管,以一个台班、一个焊工每天焊接6个焊口计算,需3个月才能完成。如施工台班采取 搭配,效果更为理想。现仍以Φ200PE管为例。



润星电力管材有限公司是专业研发和生产各种 湖北黄石PE钢带增强螺旋波纹管材料的制造企业。研发实力雄厚,获得多项专利,被授予“湖北黄石高新技术企业”。
秉持团结互助、敬业负责、恪守信誉、积j i进取、勇于创新的企业文化,坚持不懈以满足客户多元化需求为己任,不断进取创新,力求从技术、 湖北黄石PE钢带增强螺旋波纹管产品到服务的每个细节都做好。


除关闭炉具的开关外,还要牢记关闭燃气管线上的阀门。就可以。20℃静液压强度(环向应力20℃,80℃静液压强度(环向应力80℃,80℃静液压强度(环向应力80℃,耐慢速裂纹增长(80℃,0.8MPa,采用这种加工法的材料一般被粉碎成粉末料,使其在热循环中熔融并流动。滚塑使用两类PE:通用和可交联类。通用级MDPE/HDPE通常的密度范围从0.935到0.945g/CC,具有窄MWD,使产品具有高冲击性和小的翘曲,其熔体指数范围一般为3—8。更高MI品级通常不适用,因为它们不具备滚塑制品希望的冲击性和抗环境应力开裂性。高性能滚塑应用系利用其化学可交联品级的独特性能。这些品级在模塑周期的 段,流动性好。而后交联以形成其卓越的抗环境应力开裂性、韧性。耐磨性和耐气候性。可交联PE适用于大型容器,范围从500-gal运输各种化学品储罐到20,000-gal农用储箱。
PE管在生产过程中如果操作不当,会出现各种不同的影响管材使用或质量的问题,造成这种问题的原因有很多种,可能是由于操作人员的技术不成熟、原料原因以及机器设备故障等原因造成的。今天着重向大家介绍下造成PE管出现斑点的原因以及解决办法。1.由于定型套冷却水道堵塞导致水量不匀而造成有规律的麻点分布,这种情况下应清洗调节流道孔隙,以保证冷却水的匀成膜,从而避免麻点出现。2.由于机头或机筒中原料加热时间过长,机头和螺筒不清洁或加工温度太高或螺杆损伤都容易产生老化料,挤出时形成大的麻点而成凹洞,特别是在添加回用料时,这种情况应在停机1.5小时左右停加粉碎料,若停机后4小时不开机应迅速将温度降到150-200℃内。
限度的降低原料的分解程度,还应注意检查加工温度是否适应挤出要求。3.定型套的冷却水量不均匀造成PE管材表面麻点,Φ315以上各种规格管材或多或少都存在此类现象,原因是随口径的增大,定型套受冷却水分布受重力影响越大,所需冷却水量越大,形成完整水膜越困难,应调整各进水管的水流量,适当增大上部水流量或增大冷却效果差的部位的水流量。4.如果原料中存在难以塑化的杂质时,是会产生麻点的,并且这类麻点较大的话是可以看出麻点中部的杂质成分的,生产PE管时需提高加工温度或更换原料。5.如果原料潮湿,管材表面会产生小气泡,定型后便形成麻点,这时观察这类麻点可以发现,在挤出的反方向上有拉伸形成的小尾巴,这时就需要对原料烘干处理。6.水量太大造成管材表面麻点,这种情况主要发生在孔式定型套上,由于定型套内部流道不分区,水由重力作用下部分水压较大,水量较多,而上部水量较小,管材表面较软,造成水压大的地方出现麻点。
PE是聚乙烯的简称,PE管发展前景令人瞩目,并且PE管的应用范围很广,其中给水管和燃气管是两个市场。PE燃气管的性能特点:1.低温抗冲击性能好??2.抗应力开裂性能好??3.耐化学腐蚀性好,耐酸,耐碱??4.耐老化,使用寿命长?5.耐磨性能好?6.内壁光滑,水流阻力小?7.质量较轻,搬运和安装方便?8.不添加重金属等,材料无害,卫生?9.连接性能可靠应用的领域包括:城市自来水管道,城乡自来水管道,化工食品等工厂的液体材料输送管,农田灌溉管道,电力电线保护管,矿山砂浆的输送管等等,使用范围是很广泛的。
PE管在生产过程中如果操作不当,会出现各种不同的影响管材使用或质量的问题,造成这种问题的原因有很多种,可能是由于操作人员的技术不成熟、原料原因以及机器设备故障等原因造成的。今天着重向大家介绍下造成PE管出现斑点的原因以及解决办法。1.由于定型套冷却水道堵塞导致水量不匀而造成有规律的麻点分布,这种情况下应清洗调节流道孔隙,以保证冷却水的匀成膜,从而避免麻点出现。2.由于机头或机筒中原料加热时间过长,机头和螺筒不清洁或加工温度太高或螺杆损伤都容易产生老化料,挤出时形成大的麻点而成凹洞,特别是在添加回用料时,这种情况应在停机1.5小时左右停加粉碎料,若停机后4小时不开机应迅速将温度降到150-200℃内。
限度的降低原料的分解程度,还应注意检查加工温度是否适应挤出要求。3.定型套的冷却水量不均匀造成PE管材表面麻点,Φ315以上各种规格管材或多或少都存在此类现象,原因是随口径的增大,定型套受冷却水分布受重力影响越大,所需冷却水量越大,形成完整水膜越困难,应调整各进水管的水流量,适当增大上部水流量或增大冷却效果差的部位的水流量。4.如果原料中存在难以塑化的杂质时,是会产生麻点的,并且这类麻点较大的话是可以看出麻点中部的杂质成分的,生产PE管时需提高加工温度或更换原料。5.如果原料潮湿,管材表面会产生小气泡,定型后便形成麻点,这时观察这类麻点可以发现,在挤出的反方向上有拉伸形成的小尾巴,这时就需要对原料烘干处理。6.水量太大造成管材表面麻点,这种情况主要发生在孔式定型套上,由于定型套内部流道不分区,水由重力作用下部分水压较大,水量较多,而上部水量较小,管材表面较软,造成水压大的地方出现麻点。
PE是聚乙烯的简称,PE管发展前景令人瞩目,并且PE管的应用范围很广,其中给水管和燃气管是两个市场。PE燃气管的性能特点:1.低温抗冲击性能好??2.抗应力开裂性能好??3.耐化学腐蚀性好,耐酸,耐碱??4.耐老化,使用寿命长?5.耐磨性能好?6.内壁光滑,水流阻力小?7.质量较轻,搬运和安装方便?8.不添加重金属等,材料无害,卫生?9.连接性能可靠应用的领域包括:城市自来水管道,城乡自来水管道,化工食品等工厂的液体材料输送管,农田灌溉管道,电力电线保护管,矿山砂浆的输送管等等,使用范围是很广泛的。


